Introduction
CNC machining cost factors are important for engineers, sourcing managers, and project buyers who need custom metal parts but want to understand why quotations can vary significantly from one project to another. CNC machining pricing is not based on material alone. It is shaped by part geometry, material behavior, tolerance requirements, surface finish, machining time, setup complexity, inspection needs, and production quantity.
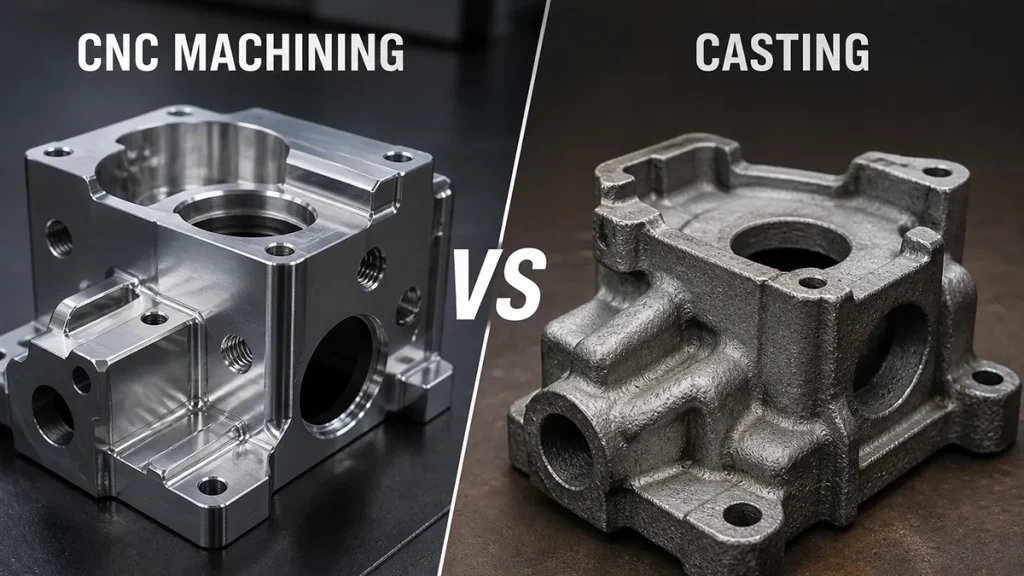
For many B2B buyers, the challenge is that two parts may look similar in size but have very different machining costs. A simple aluminum plate with open holes may be fast and economical to machine, while a compact stainless steel component with deep pockets, tight tolerances, threaded features, and polished surfaces may require slower cutting, more setups, additional inspection, and longer lead time. The visible size of the part does not always reflect the true manufacturing effort behind it.
This is especially relevant for custom CNC machining projects where parts are not pulled from standard inventory. Each drawing needs to be reviewed for material selection, feature accessibility, tolerance control, surface finish requirements, and quantity. These factors affect how the part will be programmed, fixtured, machined, measured, and finished before delivery.
For buyers comparing precision CNC machining services, understanding cost drivers helps avoid two common problems. The first is overpaying for unnecessary tight tolerances or finishes that do not improve part performance. The second is underestimating the cost of complex features that require careful machining and inspection. A practical cost review allows both the buyer and supplier to align expectations before production begins.
This guide explains the main factors that affect CNC machining pricing, including material choice, tolerance requirements, part complexity, setup time, production volume, surface finish, and lead time. The goal is not to provide a generic price formula, but to help buyers understand how CNC machining costs are built and how better design and sourcing decisions can reduce unnecessary manufacturing expense.
How CNC Machining Pricing Is Built
Before evaluating individual CNC machining cost factors, it is important to understand how pricing is generally built. CNC machining cost is not a single fixed number attached to a material or part size. It is the result of several connected production steps, including engineering review, programming, machine setup, cutting time, tooling, inspection, finishing, packaging, and delivery preparation. Each step adds time, labor, or equipment usage to the final quotation.
Engineering Review and Quotation Preparation
The first cost layer begins before machining starts. A supplier must review the CAD file, 2D drawing, material requirement, tolerance notes, surface finish callouts, thread specifications, and quantity. This review helps determine whether the part is easy to machine, requires special tooling, needs multiple setups, or contains features that may increase manufacturing risk.
For example, a simple aluminum bracket with standard hole sizes may be quoted quickly because the machining path is straightforward. A stainless steel housing with deep cavities, thin walls, tight tolerances, and multiple threaded holes requires more careful review. The supplier must consider cutting strategy, clamping method, tool access, deformation risk, and inspection requirements before providing a reliable price.
Programming and Toolpath Planning
Once the order moves forward, CAM programming becomes another important cost component. The programmer converts the 3D model into machining instructions, selecting cutting tools, toolpaths, feeds, speeds, stepovers, drilling cycles, and finishing passes. More complex parts require more programming time because the machining strategy must avoid tool collisions, reduce vibration, control surface quality, and protect critical features.
Programming cost is especially relevant for custom CNC parts because each new design may require a unique machining plan. If the part is repeated in future orders, programming cost can often be reused or reduced. For one-off prototypes, however, the programming cost is spread across fewer parts, increasing the unit price.
Machine Setup and Fixturing
Machine setup includes preparing the workholding, loading tools, setting offsets, aligning the material, and verifying the first part. Parts that can be machined in one setup are usually more cost-efficient. Parts that require multiple orientations or custom fixtures take more time and increase cost.
Setup time affects both prototypes and production orders, but its impact is different depending on quantity. For a single prototype, the entire setup cost may be applied to one part. For a batch of 100 pieces, the same setup cost is distributed across the full order, reducing the unit price.
Machine Time and Cutting Efficiency
Machine time is one of the most direct pricing factors. It includes roughing, finishing, drilling, tapping, tool changes, and any additional operations required to complete the part. A part that takes 10 minutes to machine will cost much less than a part that requires 90 minutes of cutting, even if the two parts use similar material.
Machine time is influenced by material, geometry, tolerance, and surface finish requirements. Aluminum can usually be machined faster than stainless steel. Open features are faster than deep pockets. Standard tolerances are faster than tight precision requirements. A rough functional surface is faster than a smooth cosmetic or sealing surface.
Inspection and Quality Control
Inspection also contributes to cost. Basic dimensional checks may be sufficient for simple parts, while precision components may require detailed measurement, first article inspection, thread gauges, surface finish checks, or CMM inspection. The more critical the part, the more time is needed to verify that it meets drawing requirements.
For buyers, this means CNC machining pricing should be viewed as a reflection of the entire production process, not just the material and machine time. A reliable quotation accounts for all steps needed to produce a part that is functional, measurable, and ready for use.
Material Selection and How It Affects CNC Machining Cost
Material selection is one of the most important CNC machining cost factors because it affects more than raw material price. The chosen material influences cutting speed, tool wear, machining stability, surface finish quality, tolerance control, and even inspection requirements. For buyers, this means that a cheaper material on paper does not always result in the lowest total machining cost, while a more expensive material may be justified if it improves long-term part performance.
Raw Material Price Is Only the Starting Point
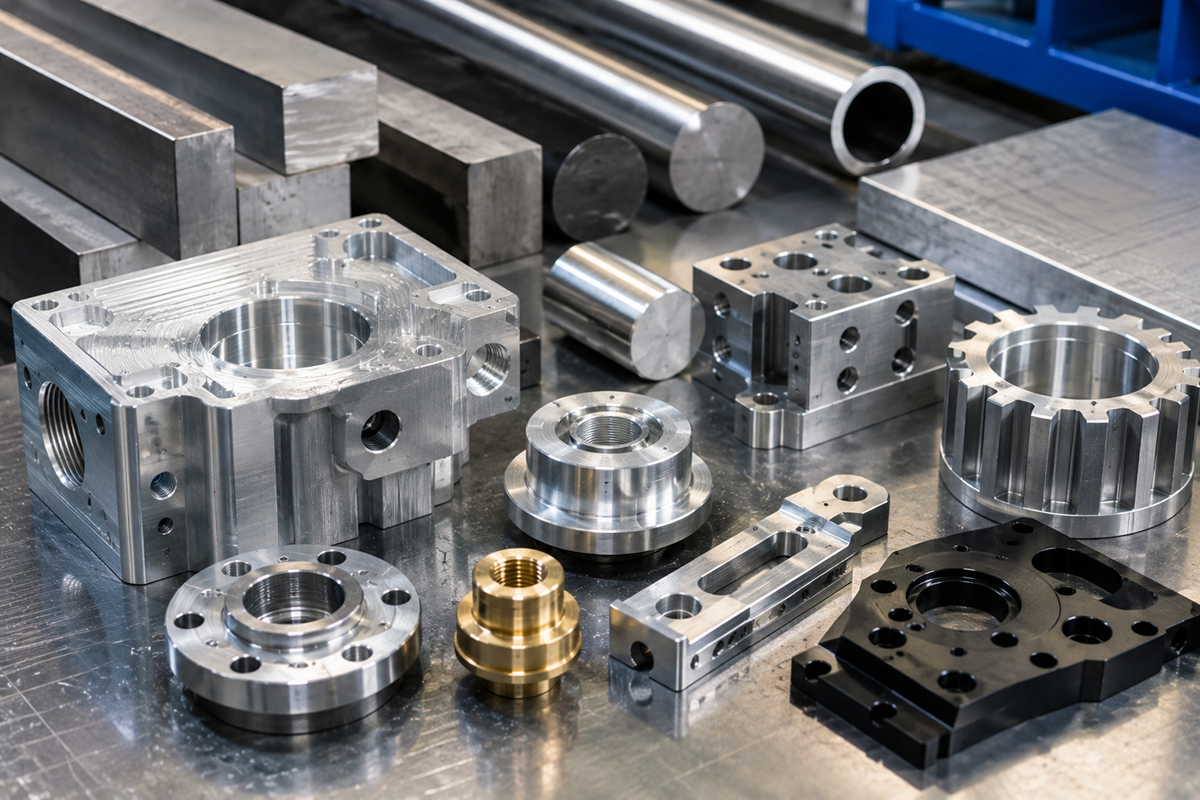
Many buyers first compare CNC machining costs by looking at the price of aluminum, stainless steel, brass, copper, or titanium. Raw material cost is certainly part of the quotation, especially for large components or high-volume orders. However, the material price alone does not explain the full manufacturing cost.
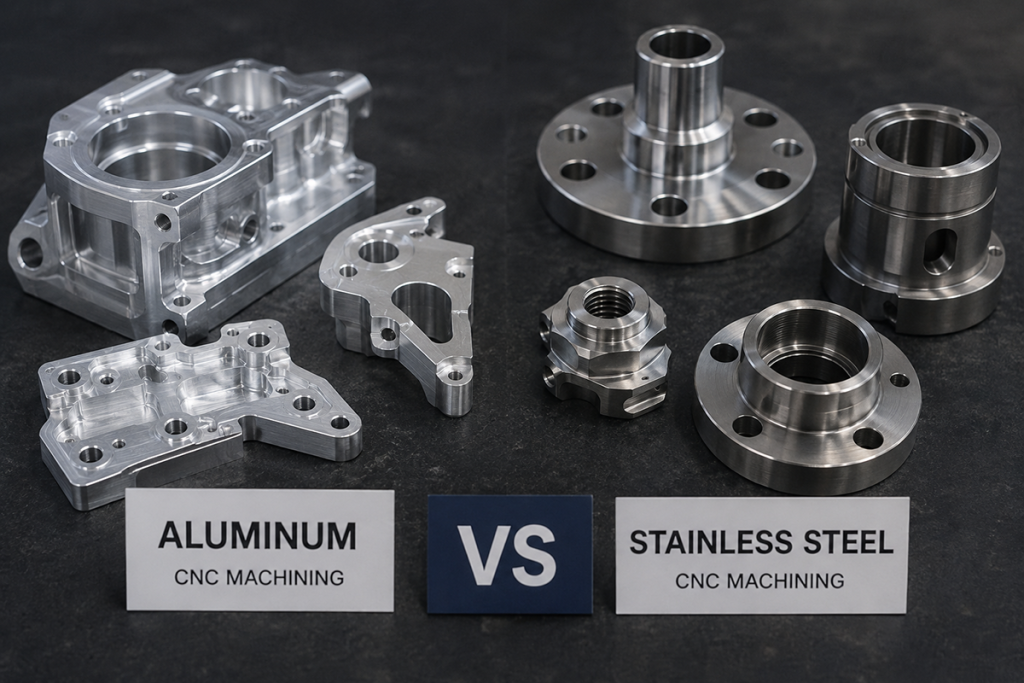
For example, aluminum is often less expensive to machine because it is lightweight, widely available, and easier to cut. Stainless steel may cost more not only because of the material itself, but also because it requires slower cutting speeds, stronger tooling, more coolant control, and longer machine time. Titanium can be even more demanding because of heat management and tool wear, even when the part size is relatively small.
In practical CNC machining projects, the material affects both the direct cost and the time required to produce a stable, accurate part.
Machinability and Cutting Efficiency
Machinability refers to how easily a material can be cut, drilled, tapped, and finished. Materials with good machinability allow faster machining, lower tool wear, and shorter production cycles. Materials with poor machinability require slower feeds and speeds, more rigid setups, and more frequent tool changes.
Common examples include:
- Aluminum 6061: Usually cost-efficient, fast to machine, and suitable for prototypes, brackets, housings, and lightweight parts.
- Aluminum 7075: Stronger than 6061 but may cost more due to material price and application requirements.
- Stainless steel 304: Strong and corrosion-resistant, but slower to machine than aluminum.
- Stainless steel 316: Better corrosion resistance, often higher cost, and commonly used in harsher environments.
- Brass: Generally machines well, but material cost may be higher depending on market conditions.
- Titanium: High-performance but expensive to machine due to heat and tool wear challenges.
For custom parts, choosing a highly machinable material can significantly reduce production cost when the application does not require extreme strength, heat resistance, or corrosion performance.
Material Hardness and Tool Wear
Harder materials increase cutting resistance. This affects tooling cost because cutting tools wear faster and may need to be replaced more frequently. Tool wear also affects dimensional accuracy and surface finish, so manufacturers must monitor machining conditions carefully when working with harder metals.
Stainless steel, hardened steel, and titanium generally create higher machining costs because they require more controlled cutting strategies. If a project requires tight tolerances, the supplier may need additional finishing passes or inspection steps to confirm dimensional stability.
Material Availability and Lead Time
Material availability also affects pricing and delivery time. Common materials such as 6061 aluminum and 304 stainless steel are usually easier to source. Special alloys, uncommon sizes, or certified material requirements may increase both cost and lead time.
This is especially important for prototype-to-small-batch projects. If the material is readily available, production can move faster. If the material must be ordered specially, the project timeline may be extended before machining even begins.
Choosing the Right Material for Cost Control
Material selection should always be tied to real operating requirements. If a part is used in a controlled indoor environment and mainly needs lightweight structure, aluminum may be more cost-effective than stainless steel. If the part must resist corrosion, moisture, chemicals, or heavy mechanical load, stainless steel may be worth the higher machining cost.
For buyers reviewing CNC machining materials, the best approach is to avoid over-specifying material strength or corrosion resistance when it is not required. A practical material choice can reduce machining time, improve manufacturability, and control total project cost without compromising part performance.
Part Geometry and Complexity
Part geometry is one of the most direct CNC machining cost factors because it determines how much machining time, programming effort, tooling, and setup work are required. In many projects, the outside size of a part does not accurately reflect its cost. A small part with deep pockets, thin walls, tight internal corners, and multiple setups may cost more than a larger but simpler plate or bracket.
For sourcing managers, this is important because CNC machining pricing is closely tied to how difficult the part is to produce reliably. A supplier does not only look at the material block and final shape. They also evaluate tool access, cutting depth, wall stability, tolerance zones, clamping options, and whether the part can be machined efficiently without excessive risk.
Simple Geometry Usually Costs Less
Simple CNC machined parts are generally easier to quote and more economical to produce. Examples include flat plates, basic brackets, spacers, simple housings, and components with standard holes or open features. These parts usually require fewer setups, shorter toolpaths, and less programming time.
Cost-efficient geometry often includes:
- Open pockets that are easy for tools to access
- Standard hole sizes and thread specifications
- Reasonable wall thickness
- External profiles without unnecessary complexity
- Features that can be machined from one or two setups
When a part is easy to hold, easy to access, and easy to measure, machining cost is usually more predictable.
Deep Pockets and Thin Walls Increase Cost
Deep pockets are more expensive because they require longer tools, slower cutting strategies, and careful chip evacuation. Long tools are more likely to vibrate, which can affect surface finish and dimensional accuracy. To control vibration, machinists may need to reduce cutting speed or add finishing passes, increasing cycle time.
Thin walls also increase machining difficulty. During cutting, thin sections can flex, vibrate, or deform under tool pressure. This makes it harder to maintain tolerance and surface quality. In some cases, special fixturing or staged machining may be needed to prevent distortion.
For buyers, this means that removing too much material for weight reduction may increase manufacturing cost. If lightweight design is important, the geometry should be reviewed carefully to balance performance and manufacturability.
Internal Corners and Small Features
Internal sharp corners are another common cost driver. CNC cutting tools are round, which means they naturally leave a radius in internal corners. If a design requires very small internal radii or sharp corner-like features, smaller tools must be used. Smaller tools remove material more slowly and are more fragile, increasing machining time and tool wear risk.
Similarly, very small holes, narrow slots, micro features, and fine threads can increase cost because they require specialized tooling and slower machining conditions.
Multiple Setups and Part Orientation
If a part requires machining on several sides, each orientation may require a separate setup. Every setup adds time for clamping, alignment, tool verification, and inspection. Multi-sided parts are common in industrial components, but unnecessary features on different faces can increase cost quickly.
For example, if holes and pockets are distributed across all six sides of a block, the part may require multiple setups or advanced multi-axis machining. This does not mean the design is wrong, but it does mean the quotation will reflect the additional work required.
Designing for Cost-Efficient CNC Machining
Buyers and engineers can often reduce CNC machining cost by simplifying geometry where function allows. Practical design adjustments may include:
- Using standard hole and thread sizes
- Avoiding unnecessarily deep pockets
- Allowing practical internal corner radii
- Maintaining reasonable wall thickness
- Reducing features that require extra setups
- Separating cosmetic details from functional requirements
Good design does not mean removing important engineering features. It means making sure every complex feature serves a real purpose. For custom parts, early manufacturability review can help identify geometry that adds cost without improving performance.
For projects involving prototypes, brackets, housings, or custom industrial parts, working with a supplier that understands both design intent and machining limitations can reduce unnecessary cost before production begins.
Tolerance Requirements and Inspection Cost
Tolerance requirements are one of the most important CNC machining cost factors because they determine how precisely a part must be produced and verified. In many custom CNC machining projects, tolerance has a greater impact on cost than buyers initially expect. A part with standard tolerances may be relatively straightforward to machine, while the same part with tight tolerance requirements can require slower machining, more controlled setups, additional finishing passes, and more detailed inspection.
For engineers and sourcing managers, the key point is simple: tighter tolerances should be applied only where they are functionally necessary. Over-specifying tolerances across an entire part can increase manufacturing cost without improving performance. A drawing that requires tight control on every surface, hole, and edge may force the supplier to machine and inspect the part much more carefully than the actual application requires.
Standard Tolerances vs Tight Tolerances
Standard machining tolerances are usually sufficient for many general-purpose brackets, covers, spacers, plates, and non-critical structural parts. These parts may not require extreme dimensional control as long as they fit and function properly in the final assembly.
Tight tolerances become necessary when a feature directly affects function, alignment, movement, sealing, or assembly accuracy. Common examples include:
- Bearing seats and shaft fits
- Precision hole locations
- Threaded features with assembly requirements
- Flat sealing surfaces
- Sliding or rotating interfaces
- Datum surfaces used for alignment
These features often justify tighter tolerance control because dimensional variation could affect the part’s performance. However, applying the same tolerance level to non-functional surfaces adds cost without adding value.
Why Tight Tolerances Increase Machining Time
Tight tolerances often require more conservative machining strategies. The machinist may need to leave material for finishing passes, reduce cutting depth, use higher-precision tools, control thermal expansion, and measure the part during production. In some cases, multiple machining steps are required to reach the final dimension safely.
For example, a hole with a loose clearance requirement can be drilled quickly. A hole that requires a precise fit may need drilling, boring, reaming, and inspection with calibrated gauges. This increases cycle time, tooling requirements, and quality control effort.
Inspection and Quality Control Requirements
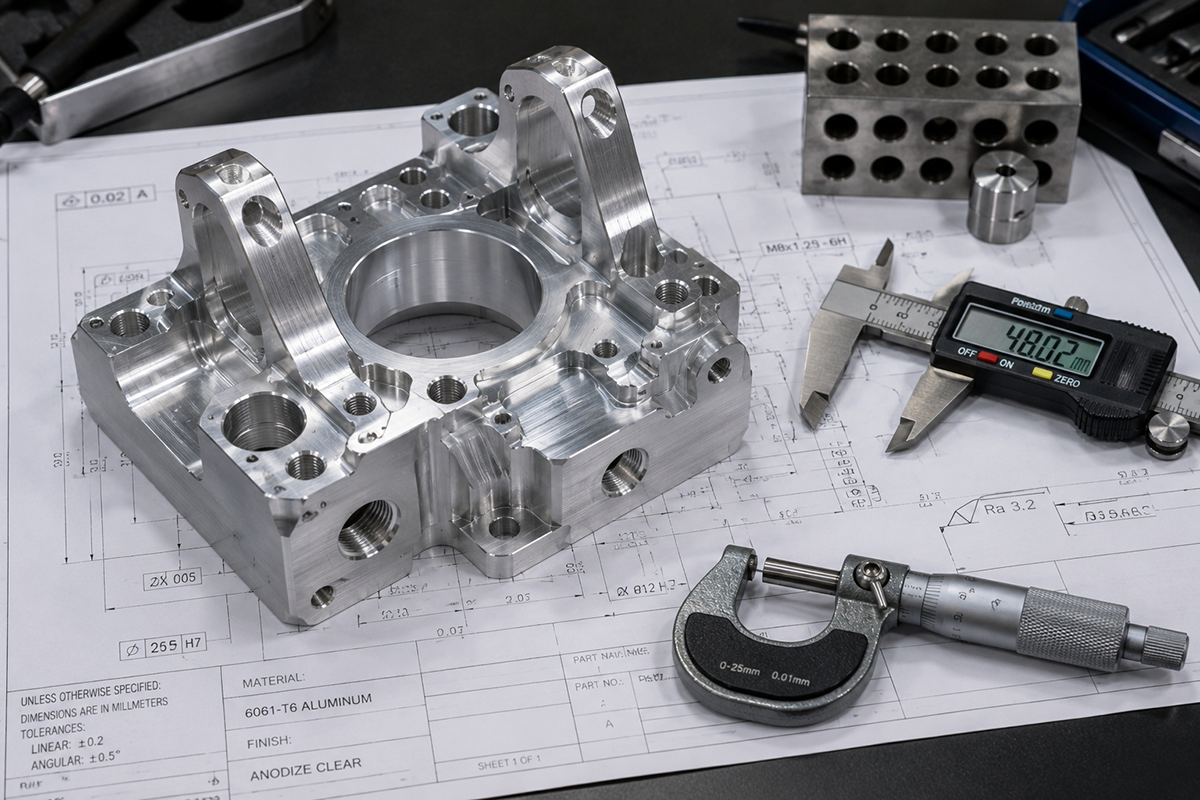
Inspection cost also rises as tolerance requirements become more demanding. Simple parts may only need basic caliper or gauge checks, while precision components may require CMM inspection, surface plate measurement, thread gauges, height gauges, or first article inspection reports.
Inspection becomes especially important for parts used in automotive, robotics, aerospace, and industrial equipment applications where repeatability and assembly accuracy matter. If a buyer requests full inspection documentation, dimensional reports, or material certificates, the quotation may include additional quality control time.
How Buyers Can Control Tolerance-Related Cost
The most effective way to control tolerance-related cost is to separate critical features from non-critical features on the drawing. Instead of applying tight tolerances everywhere, buyers should define which areas truly affect function.
Practical ways to reduce unnecessary tolerance cost include:
- Use general tolerances for non-critical dimensions
- Apply tight tolerances only to functional features
- Avoid overly tight flatness or parallelism requirements unless necessary
- Clarify which surfaces are cosmetic and which are functional
- Provide assembly context when possible
For buyers sourcing precision CNC machining services, tolerance control should be treated as an engineering decision, not just a drawing habit. Clear and realistic tolerance requirements help suppliers quote more accurately, reduce production risk, and avoid unnecessary cost while still ensuring the part performs as intended.
Surface Finish and Post-Processing Requirements
Surface finish is another major CNC machining cost factor because it affects machining time, tooling strategy, inspection requirements, and any additional post-processing after the part leaves the machine. For many buyers, surface finish may seem like a cosmetic detail, but in CNC machining it can directly influence function, durability, assembly performance, corrosion resistance, and final pricing.
A basic machined finish is usually the most cost-efficient option. If a part only needs to function mechanically and does not require a specific appearance or surface roughness value, the supplier can machine it using standard cutting parameters and avoid unnecessary finishing operations. However, when the drawing specifies a smoother surface, cosmetic appearance, sealing face, anodized finish, polishing, blasting, or coating, the overall cost increases because more process steps are required.
Machined Finish vs Fine Surface Finish
A standard machined finish is created directly by the cutting tool. It may show visible tool marks, but it is often acceptable for brackets, fixtures, mounting plates, internal components, and non-visible industrial parts. This type of finish is practical when function matters more than appearance.
A finer surface finish requires additional control. The supplier may need to use finishing passes, sharper tools, slower feed rates, smaller stepovers, or special machining strategies. These adjustments improve surface quality but increase cycle time. For parts with large surface areas, fine finish requirements can noticeably increase machining cost.
Fine surface finish is usually required when the surface affects:
- Sealing performance
- Sliding or rotating contact
- Friction control
- Assembly alignment
- Coating adhesion
- Visible product appearance
For example, a sealing face on an industrial component may need controlled roughness to prevent leakage. A visible aluminum housing may require a clean surface before anodizing. These requirements are valid, but they should be applied only where they improve the part’s function or final use.
Common Post-Processing Options
Post-processing can add significant cost depending on the part material, finish requirement, and production quantity. Common finishing operations include:
- Anodizing: Common for aluminum parts to improve corrosion resistance and appearance.
- Bead blasting: Creates a uniform matte surface before anodizing or final delivery.
- Polishing: Used for smoother appearance or functional surface improvement.
- Passivation: Often used for stainless steel to improve corrosion resistance.
- Plating: Adds wear resistance, conductivity, corrosion protection, or appearance value.
- Powder coating: Provides durable color and surface protection for industrial parts.
Each finishing process adds handling, preparation, inspection, and sometimes outsourcing time. If the part requires both tight tolerances and surface treatment, the supplier may also need to account for coating thickness or dimensional change after finishing.
How Finish Requirements Affect Lead Time
Surface finishing can also affect delivery time. A part that only requires machining and basic inspection can move through production quickly. A part that requires anodizing, coating, polishing, or passivation may need additional scheduling and quality checks. If finishing is handled by an external partner, transportation and queue time may also affect lead time.
This is especially important for prototype-to-small-batch projects. Buyers may expect fast delivery after machining, but post-processing can add several days depending on finish type and supplier capacity.
How Buyers Can Reduce Finish-Related Cost
The best way to control finishing cost is to define which surfaces truly require special treatment. Not every surface needs cosmetic finishing or low roughness. Internal faces, non-contact areas, and hidden surfaces can often use a standard machined finish.
Practical cost-control steps include:
- Specify fine surface finish only on functional areas
- Use standard machined finish for non-critical surfaces
- Avoid cosmetic requirements on hidden features
- Confirm whether anodizing or coating is required before quoting
- Clarify color, texture, and finish expectations early
- Consider coating thickness when tight tolerances are involved
For buyers requesting custom CNC machined parts, surface finish should be treated as a technical and cost decision, not only an appearance preference. Clear finish requirements help suppliers quote accurately, reduce unnecessary processing, and deliver parts that match both functional and visual expectations.
Production Quantity and Batch Size
Production quantity is one of the most practical CNC machining cost factors because setup time, programming effort, material preparation, and inspection planning are distributed differently depending on order volume. A single prototype and a batch of 200 parts may use the same material and machining process, but the unit cost can be very different because fixed preparation costs are spread across more parts in larger orders.
This is why CNC machining quotes often change significantly when the quantity increases. The first part is usually the most expensive because it carries the full burden of engineering review, CAM programming, tool setup, workholding preparation, machine calibration, and first-piece inspection. Once the process is established, additional parts can often be produced more efficiently.
Prototype and One-Off Part Cost
Prototype CNC machining is usually more expensive per part because the setup cost is applied to a very small quantity. Even if the part itself is simple, the supplier still needs to review the drawing, prepare the material, program the toolpath, set up the machine, inspect the part, and manage delivery. These steps take time whether the order quantity is one piece or fifty pieces.
For one-off prototypes, cost is often driven by:
- Programming time
- Setup and fixture preparation
- Material minimum order quantity
- First-piece inspection
- Design review and manufacturability feedback
This does not mean prototypes are inefficient. In fact, CNC machining is often one of the most practical options for functional prototypes because it allows buyers to test real materials, real tolerances, and real assembly performance without investing in molds or tooling. However, buyers should understand that prototype unit pricing will naturally be higher than batch production pricing.
Small-Batch CNC Machining
Small-batch CNC machining usually offers a better balance between flexibility and cost efficiency. When producing 10, 20, or 50 pieces, the setup and programming costs are spread across multiple parts, reducing the unit price. This is especially useful for companies testing market demand, validating product design, or producing limited industrial components.
Small-batch production is common for:
- Custom machine parts
- Automotive prototype brackets
- Industrial equipment components
- Robotics housings and mounting plates
- Replacement parts for machinery
For a CNC supplier, repeatability becomes easier once the setup is validated. The same fixture, tools, and machining program can be used across the batch, which improves efficiency and reduces uncertainty.
Medium-Volume Production
As quantities increase, unit cost can decrease further, but only up to a point. CNC machining remains a machine-time-driven process, meaning every part still requires cutting, tool changes, inspection, and handling. Unlike casting or injection molding, CNC machining does not usually reach extremely low per-unit costs at very high volumes because each part must still be individually machined.
However, medium-volume CNC machining can still be highly cost-effective when the parts require precision, material consistency, or flexible production. In many B2B projects, buyers choose CNC machining for medium-volume orders because it avoids tooling risk while maintaining strong quality control.
Repeat Orders and Cost Stability
Repeat orders can also reduce cost and improve lead time. Once the supplier has already completed the programming, fixture planning, and process validation, future orders may move faster. This is especially valuable for companies that regularly reorder the same component in small or medium batches.
To control cost, buyers should clearly communicate expected annual volume or possible repeat demand. Even if the first order is small, knowing that the part may be reordered can help the supplier plan tooling, material purchasing, and machining strategy more efficiently.
For buyers evaluating prototype-to-small-batch production, quantity should be treated as part of the sourcing strategy. Ordering only one piece may be necessary for early testing, but increasing the quantity slightly can sometimes reduce unit cost significantly. The best approach is to request pricing at multiple quantities, such as 1, 10, 50, and 100 pieces, so the buyer can understand how setup cost and batch efficiency affect the final quotation.
Lead Time, Urgency, and Delivery Requirements
Lead time is another important part of CNC machining cost factors, especially for buyers managing product development schedules, equipment repairs, prototype testing, or production deadlines. In CNC machining, faster delivery is possible in many cases, but urgent projects often require priority scheduling, faster material sourcing, overtime production, additional coordination, or expedited shipping. These requirements can increase the final quotation.
For B2B projects, lead time is not only about how long the machine runs. It includes the full process from quotation review to material preparation, programming, setup, machining, inspection, finishing, packaging, and shipping. A part may only require a few hours of actual machining, but the complete delivery timeline may still depend on material availability, machine capacity, surface treatment, inspection requirements, and order quantity.
Why Rush Orders Cost More
When a buyer requests a very short delivery time, the supplier may need to adjust normal production scheduling. This can mean moving the project ahead of other jobs, assigning additional operators, arranging faster material procurement, or running extended shifts. These changes create real operational costs.
Rush pricing may apply when a project requires:
- Very short turnaround after drawing confirmation
- Priority machine scheduling
- Special material sourcing
- Overtime production
- Fast inspection and documentation
- Expedited shipping
This does not mean urgent CNC machining is always expensive, but it does mean buyers should understand why same-week or emergency production may cost more than standard lead time orders.
Material Availability and Lead Time
Material availability can strongly affect both delivery time and cost. Common materials such as 6061 aluminum or 304 stainless steel are usually easier to source quickly. Special alloys, unusual material thicknesses, certified stock, or imported materials may require additional procurement time.
If a buyer needs a part urgently, choosing a readily available material can help reduce both lead time and sourcing risk. In some cases, a supplier may recommend an alternative material grade if it meets the functional requirements and is available faster.
Surface Treatment and External Processing
Surface treatment can also extend lead time. Processes such as anodizing, passivation, plating, powder coating, polishing, or heat treatment may require additional scheduling after machining is complete. If these processes are handled by external finishing partners, transportation and queue time can add several days to the project.
This is why a machined-only part can often be delivered faster than a part requiring multiple finishing steps. Buyers should confirm whether the finish is functionally required or mainly cosmetic before requesting urgent delivery.
Inspection and Documentation Timing
Precision parts may require detailed inspection before shipment. If the buyer requests dimensional reports, first article inspection, material certificates, or specific quality documentation, the supplier needs additional time to measure and prepare records. For simple parts, inspection may be quick. For complex parts with many tolerance-controlled features, quality control can become a meaningful part of the delivery schedule.
How Buyers Can Reduce Lead Time Cost
There are several practical ways to reduce lead time pressure and avoid unnecessary cost:
- Provide complete CAD files and 2D drawings at the beginning
- Confirm material grade and finish requirements clearly
- Avoid unnecessary tight tolerances on non-critical features
- Use common material grades when possible
- Separate urgent prototypes from later production batches
- Request standard and expedited lead time options for comparison
For buyers working under tight timelines, the best approach is to share the required delivery date early and allow the supplier to review what is realistic. A reliable CNC machining quotation should reflect not only the price of the part, but also the production schedule needed to deliver it correctly.
For projects that require fast review, a supplier with prototype-to-small-batch capability can help evaluate design, material, tolerance, and lead time together before production begins.
How Design Decisions Can Reduce CNC Machining Cost
Many CNC machining cost factors are determined before a part ever reaches production. Material choice, geometry, tolerance, finish, and quantity all matter, but design decisions made during the engineering stage can have the greatest influence on final pricing. A well-designed part is not necessarily the simplest part; it is a part that achieves its required function without adding avoidable machining difficulty.
For buyers and engineers, this means cost reduction should not be treated only as a negotiation issue. In many cases, the most effective way to reduce CNC machining cost is to improve manufacturability. Small design adjustments can reduce machining time, simplify setups, lower tooling requirements, and improve inspection efficiency without weakening the final component.
Avoid Overly Complex Features Unless They Serve a Function
Complex geometry often increases machining cost because it requires longer programming time, additional toolpaths, more setups, and slower cutting strategies. Features such as deep narrow pockets, thin walls, undercuts, sharp internal corners, and very small holes may be necessary in some designs, but they should be reviewed carefully.
If a complex feature does not affect function, assembly, weight, or performance, simplifying it can reduce cost. For example, replacing a sharp internal corner with a practical tool radius can allow the supplier to use a larger, more stable cutting tool. This improves machining efficiency and reduces the risk of vibration or tool breakage.
Use Standard Hole Sizes and Thread Specifications
Standardization is one of the easiest ways to control cost. Standard drill sizes, thread types, counterbores, and fastener dimensions allow suppliers to use common tooling and proven machining strategies. Unusual hole sizes or custom thread requirements may require special tools, additional setup time, or slower machining operations.
When possible, buyers should use standard specifications for:
- Drilled holes
- Tapped holes
- Counterbores and countersinks
- Slot widths
- Fastener clearances
This does not mean compromising the design. It means avoiding custom dimensions where standard engineering choices would work equally well.
Apply Tight Tolerances Only Where Needed
Tolerance control is one of the most common areas where unnecessary cost is added. If a drawing applies tight tolerances across every dimension, the supplier may need to machine and inspect the entire part as if every surface were critical. This increases production time and quality control effort.
A better approach is to identify functional features clearly. Holes used for alignment, bearing seats, sealing surfaces, and mating faces may require tight tolerances. Non-critical outer profiles, clearance areas, and cosmetic surfaces can usually use general tolerances.
Separate Cosmetic Requirements from Functional Requirements
Surface finish can also be optimized. A visible exterior surface may require bead blasting, anodizing, or polishing, but internal or hidden surfaces may not need the same treatment. When buyers define which areas are cosmetic and which are functional, suppliers can avoid applying expensive finishing steps to areas where they are not needed.
Design for Efficient Workholding
Workholding is often overlooked, but it strongly affects machining cost. Parts that are easy to clamp and machine from fewer orientations are usually more economical. If a part requires machining on many faces or has no stable clamping surfaces, additional fixtures or setups may be required.
Practical design choices that improve workholding include:
- Providing stable flat surfaces for clamping
- Reducing features on unnecessary orientations
- Avoiding fragile thin sections near clamping areas
- Allowing machining access to critical features
For buyers planning custom CNC parts, early design-for-manufacturing review can be valuable. A supplier may suggest small adjustments that reduce machining cost while preserving function. This type of feedback is especially useful for prototypes, automotive brackets, machinery components, and industrial parts that may later move into small-batch or repeat production.
How Buyers Can Prepare Better RFQs for More Accurate Pricing
One practical way to manage CNC machining cost factors is to improve the quality of the RFQ before requesting a quotation. A clear and complete RFQ helps the supplier understand the part requirements faster, identify potential manufacturing risks, and provide a more accurate price. When key information is missing, suppliers may need to make assumptions, and those assumptions often lead to higher quoted prices to cover uncertainty.
For B2B buyers, an RFQ is not only a request for price. It is the starting point of the manufacturing review. A well-prepared RFQ can reduce back-and-forth communication, shorten quotation time, and help avoid misunderstandings during production.
Provide Both 3D CAD Files and 2D Drawings
For CNC machining projects, the 3D CAD file helps the supplier understand the part geometry, while the 2D drawing defines critical dimensions, tolerances, surface finish, thread specifications, and inspection requirements. Both files are useful because they serve different purposes.
A 3D model alone may show the shape, but it may not clearly define which dimensions are critical. A 2D drawing alone may define requirements, but it may be slower to interpret without the model. Providing both allows the supplier to review the part more efficiently and quote with greater confidence.
Common file formats include:
- STEP or STP files for 3D geometry
- IGES files when required by the supplier
- PDF drawings for tolerances and notes
- DXF files for flat profiles or plate parts
Clarify Material Requirements
Material selection directly affects machining cost, so buyers should specify the required material grade clearly. For example, “aluminum” is not specific enough. A part made from 6061 aluminum may have a very different cost and application profile compared with 7075 aluminum. The same applies to stainless steel grades such as 304 and 316.
If the material grade is flexible, buyers should mention that alternative material suggestions are acceptable. This allows the supplier to recommend a more cost-effective or more readily available option if it still meets the application requirements.
Define Quantity and Repeat Demand
Quantity has a major effect on unit pricing because setup and programming costs are distributed differently across production volumes. Instead of requesting only one quantity, buyers can ask for several price breaks, such as:
- 1 piece for prototype testing
- 10 pieces for engineering validation
- 50 pieces for small-batch production
- 100+ pieces for repeat production planning
This gives buyers a clearer view of how unit cost changes with volume and helps with production planning.
Separate Critical and Non-Critical Requirements
One of the most useful ways to control cost is to identify which features are truly critical. If every dimension is treated as highly precise, the supplier may quote the part as a precision-critical component even if some surfaces are not functionally important.
Buyers should clearly define:
- Critical tolerances
- Functional holes and threads
- Mating surfaces
- Cosmetic surfaces
- Areas where standard machining finish is acceptable
Include Lead Time and Delivery Expectations
Delivery expectations should be stated clearly in the RFQ. If the project is urgent, the supplier needs to know early so they can evaluate material availability, machine scheduling, finishing time, and inspection requirements. If the timeline is flexible, standard lead time may provide better pricing.
A complete RFQ should include:
- 3D CAD file and 2D drawing
- Material grade
- Quantity
- Surface finish requirements
- Critical tolerances
- Inspection or documentation needs
- Expected delivery date
- Application context when relevant
For buyers requesting custom CNC machining services, better RFQ preparation often leads to faster response, more accurate pricing, and fewer production issues. The clearer the project information, the easier it is for the supplier to identify the most efficient manufacturing approach.
Conclusion
CNC machining cost factors are shaped by much more than part size or raw material price. A reliable CNC machining quote reflects the full production process, including material selection, part geometry, tolerance requirements, machining time, setup complexity, surface finish, inspection, quantity, lead time, and RFQ clarity. For engineers and sourcing managers, understanding these cost drivers makes it easier to compare quotations accurately and avoid unnecessary manufacturing expenses.
In many projects, the biggest cost increases come from avoidable design or specification issues. Overly tight tolerances, unnecessary cosmetic finishes, difficult-to-machine features, uncommon materials, and incomplete RFQ information can all increase pricing without improving the final part’s performance. On the other hand, practical design choices, clear drawings, standard material grades, realistic tolerance requirements, and better quantity planning can help reduce cost while maintaining quality.
The goal is not always to choose the cheapest machining option. The better approach is to match the part’s design, material, tolerance, and finish requirements to its real application. A precision automotive bracket, a prototype housing, and an industrial equipment component may all require different machining strategies and cost structures. Understanding those differences helps buyers make better sourcing decisions before production begins.
If you are preparing a CNC machining RFQ, the most useful step is to provide complete CAD files, 2D drawings, material requirements, quantity, finish expectations, and any critical tolerance notes. This allows the supplier to review manufacturability, identify potential cost-saving opportunities, and provide a more accurate quotation.
For custom metal parts, prototypes, and small-batch production, our team can review your drawings and help evaluate the most efficient machining approach based on material, geometry, tolerance, finish, and delivery requirements. Submit your CAD files to receive a practical CNC machining quote based on real production considerations.