Introduction
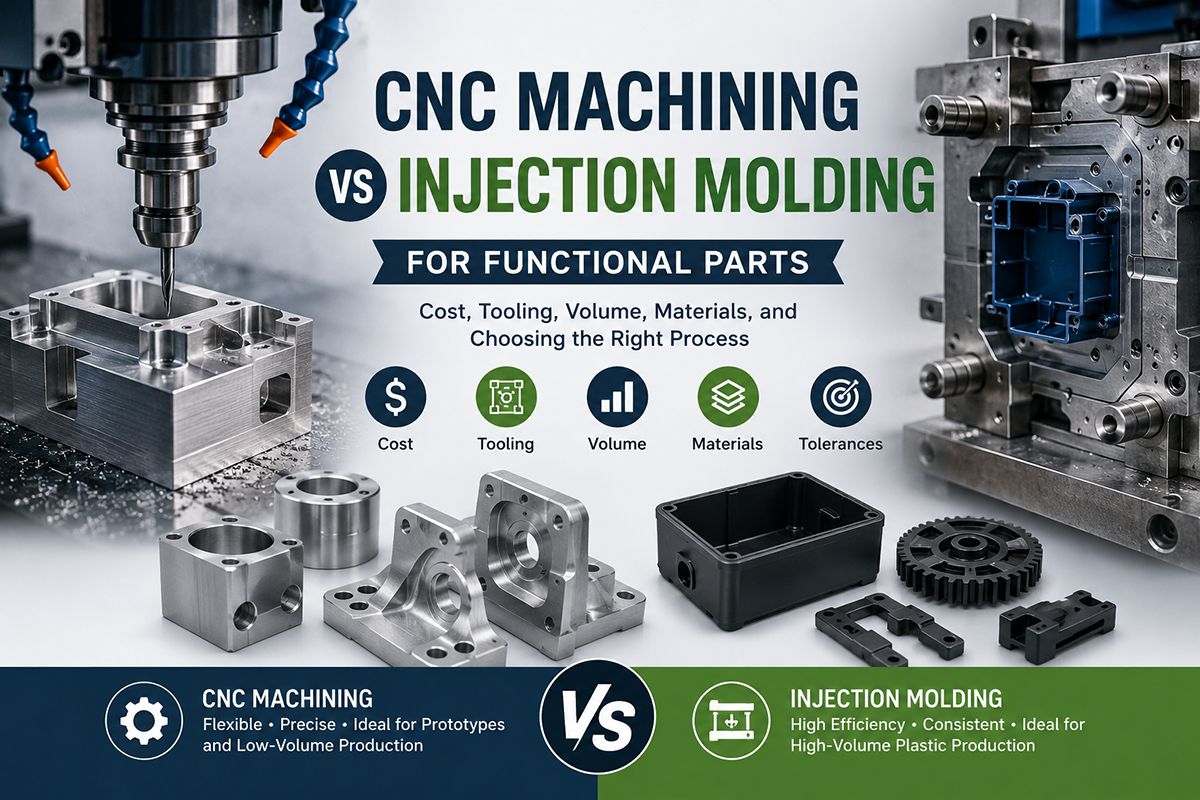
CNC machining vs injection molding for functional parts is a common manufacturing decision for engineers, product developers, and sourcing managers. Both processes can produce accurate and usable components, but they serve different project stages, cost structures, and production goals. CNC machining removes material from solid stock to create finished parts, while injection molding uses a mold to form plastic parts in repeatable high-volume production.
The best choice depends on what the part needs to do and how many pieces are required. If the project needs a small number of functional prototypes, machined plastic parts, aluminum components, test fixtures, housings, or low-volume custom parts, CNC machining is often more practical because it avoids mold tooling and allows design changes. If the design is fully validated and thousands of identical plastic parts are needed, injection molding may become more cost-effective despite the higher upfront tooling cost.
For B2B buyers, the decision is rarely based on one factor alone. Material selection, tolerance requirements, surface finish, design maturity, annual demand, tooling budget, and delivery schedule all affect the final manufacturing route. A part that is ideal for CNC machining during development may later move to injection molding once the design is stable and volume increases. In other cases, CNC machining may remain the better long-term option when production quantities are low, materials are specialized, or frequent design updates are expected.
This guide compares CNC machining and injection molding from a practical engineering perspective. It explains how each process works, where each method performs best, and how to decide which option fits your functional part requirements. If your project is still in the prototype, bridge production, or low-volume stage, reviewing precision CNC machining services can help determine whether CNC machining is the most efficient route before committing to mold-based production.
How CNC Machining and Injection Molding Work
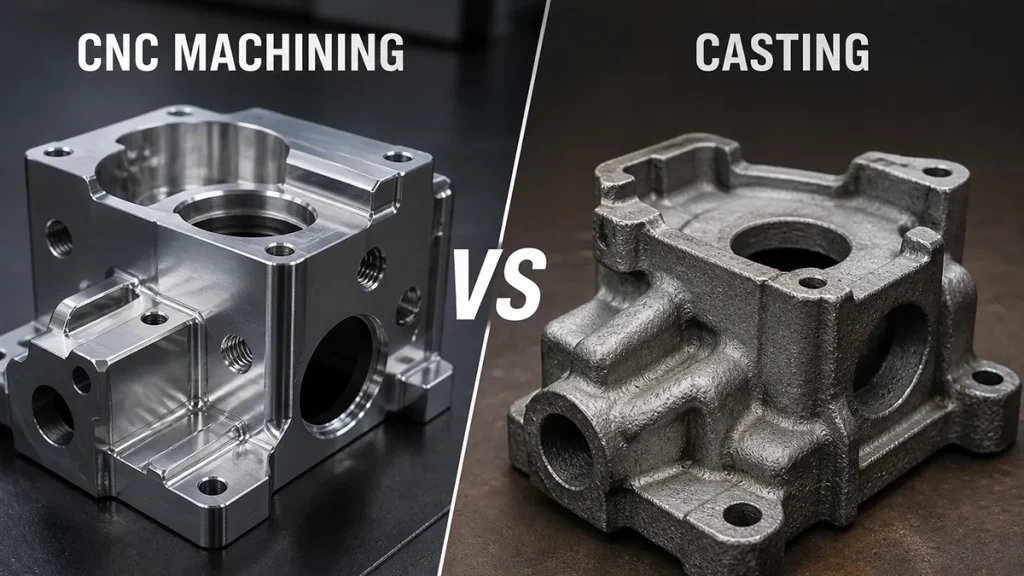
To compare CNC machining vs injection molding for functional parts, it is important to understand how each process creates the final component. Although both can produce usable engineering parts, their manufacturing logic is very different. CNC machining is a subtractive process, while injection molding is a formative process based on tooling. This difference affects cost, lead time, design flexibility, material options, and production volume.
CNC Machining: Cutting Parts from Solid Material
CNC machining starts with a solid piece of material, such as aluminum, stainless steel, brass, copper, engineering plastic, or other machinable stock. A CNC machine removes material using programmed cutting tools until the final geometry is achieved. The process is controlled by CAD/CAM data, which allows the machine to follow precise toolpaths and produce accurate features such as holes, slots, pockets, threads, flat faces, and mating surfaces.
For functional parts, this process is valuable because the part can be made directly from production-like material without creating a mold. A buyer can order one piece, ten pieces, or a small batch and still receive parts with real mechanical properties. This is especially useful during product development, where fit, strength, tolerance, and assembly behavior need to be tested before committing to a larger manufacturing plan.
CNC machining is commonly used for:
- Functional prototypes
- Low-volume custom parts
- Machined plastic components
- Metal brackets, housings, and fixtures
- Precision features that require tight tolerances
- Replacement parts and small-batch production
The main advantage is flexibility. If the design changes, the CAD model and machining program can be updated without modifying expensive tooling. This makes CNC machining especially useful before the design is fully stable.
Injection Molding: Forming Parts with a Mold
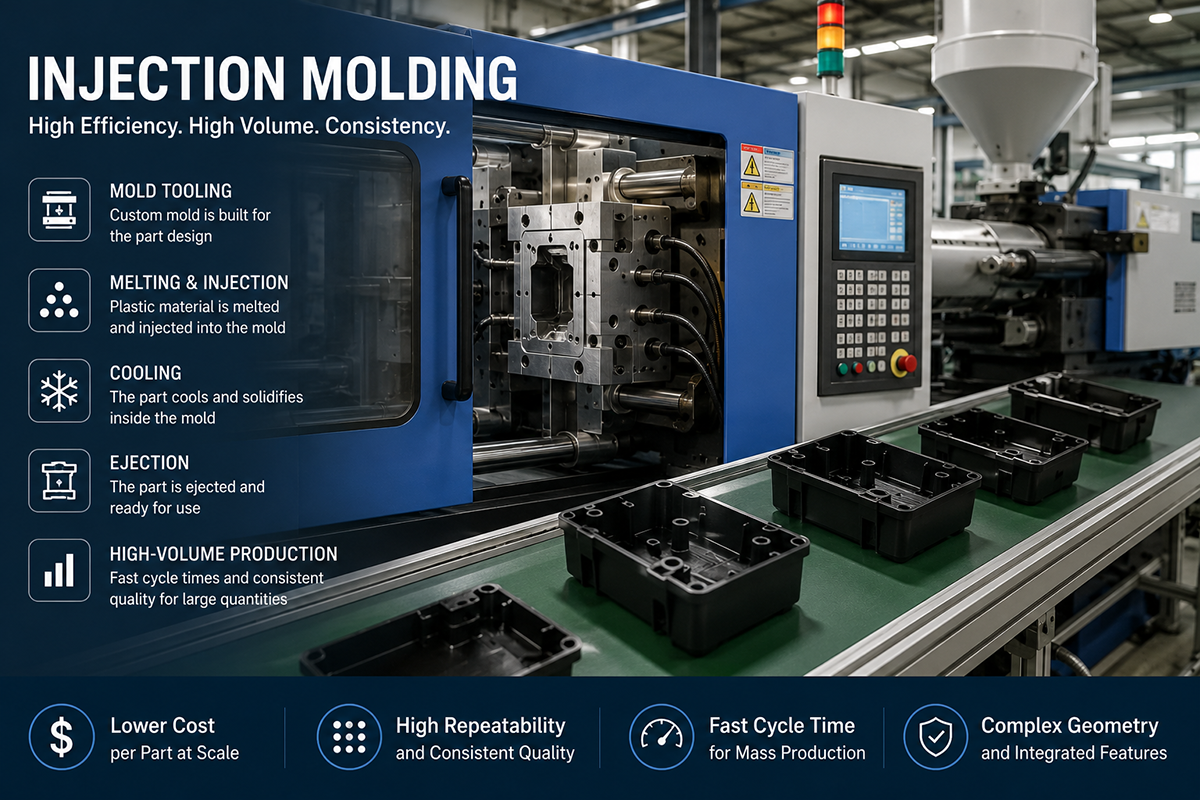
Injection molding works differently. A mold is designed and manufactured first. Plastic resin is then heated and injected into the mold cavity, where it cools and solidifies into the final part shape. Once the mold is complete and validated, injection molding can produce large quantities of identical parts with high repeatability and low unit cost.
The biggest advantage of injection molding is scalability. When thousands or tens of thousands of plastic parts are needed, the cost of the mold can be spread across a large production volume. This makes the unit cost much lower than CNC machining for high-volume plastic parts.
However, injection molding requires significant upfront investment and longer preparation time. Mold design, tooling, testing, and design validation must happen before production begins. If the part design changes after the mold is made, modifications can be expensive and slow.
Why the Process Difference Matters
The core decision comes down to timing and quantity. CNC machining is usually stronger when flexibility, speed, and small quantities matter. Injection molding becomes stronger when the design is stable and production volume is high enough to justify tooling.
For buyers who are still validating a product, CNC machining can reduce early-stage risk. For buyers with a mature plastic part and clear long-term demand, injection molding may eventually provide better cost efficiency. Understanding where the project sits in this development timeline is the first step toward choosing the right process.
Cost and Volume Differences
Cost is one of the most important factors when comparing CNC machining vs injection molding for functional parts. Both processes can be cost-effective, but at different production stages. CNC machining usually has lower upfront cost because it does not require mold tooling. Injection molding usually has higher upfront cost because a mold must be designed, manufactured, tested, and adjusted before production can begin. However, injection molding can reduce unit cost significantly once production volume becomes high enough.
This difference is why CNC machining is often better for prototypes, custom parts, engineering samples, and low-volume production, while injection molding is often better for mass production of stable plastic parts. Buyers should compare not only the quoted unit price, but also tooling cost, design risk, expected quantity, lead time, and the possibility of future design changes.
CNC Machining Cost Structure
CNC machining cost is mainly driven by material, programming, setup, machine time, tooling, tolerance requirements, surface finish, and inspection. For a new part, the supplier must review the drawing, prepare the toolpaths, set up the machine, and verify the first piece. These fixed costs are spread across the order quantity.
For a one-off prototype, the unit price can be relatively high because programming and setup are applied to a single part. However, the total project cost may still be lower than injection molding because there is no mold investment. This makes CNC machining attractive when only a few functional parts are needed for testing or validation.
As quantity increases, CNC machining unit cost can decrease because setup and programming are distributed across more parts. However, CNC machining remains a machine-time-driven process. Every part must still be cut, handled, inspected, and finished. This means CNC machining usually does not reach the same low unit cost as injection molding at very high volumes.
Injection Molding Cost Structure
Injection molding cost is shaped by mold design, mold manufacturing, resin selection, trial runs, cycle time, production quantity, and part quality requirements. The mold is the largest upfront cost. Depending on complexity, tooling can be expensive and may require several rounds of testing before stable production begins.
Once the mold is validated, each molded part can be produced quickly. The unit cost becomes much lower when production volume is large enough to absorb tooling cost. This makes injection molding highly efficient for thousands or tens of thousands of identical plastic parts.
The risk is that tooling cost is committed before production begins. If the design changes after mold fabrication, modifications can be costly. If the expected volume does not materialize, the mold investment may not be recovered.
Prototype vs Mass Production Cost Logic
A practical cost comparison usually follows this pattern:
- 1–10 parts: CNC machining is usually more practical because tooling is not required.
- 10–100 parts: CNC machining often remains attractive for functional testing, pilot builds, and low-volume production.
- Hundreds of parts: The decision depends on part complexity, material, tolerance, and whether the design is stable.
- Thousands of parts: Injection molding may become more cost-effective if the part is plastic and design changes are unlikely.
For sourcing managers, the key is to calculate total program cost, not just unit price. A molded part may appear cheaper per piece, but the mold cost, lead time, design risk, and validation effort must be included. A machined part may cost more per piece, but it can be produced quickly, changed easily, and ordered in practical quantities.
If your project is still moving from prototype to repeat production, the earlier guide on CNC machining for prototypes vs production can help clarify when CNC machining remains cost-effective before larger production commitments are made.
Material Options for Functional Parts
Material selection is another major difference in CNC machining vs injection molding for functional parts. A functional part is not just a shape; it must perform under real operating conditions. Strength, stiffness, temperature resistance, wear behavior, corrosion resistance, friction, insulation, and dimensional stability all matter. Because CNC machining and injection molding use different material forms, the available choices and performance trade-offs are not the same.
CNC Machining Material Options
CNC machining supports a broad range of metals and engineering plastics. This is one of its strongest advantages for functional prototypes, custom industrial parts, and low-volume production. A part can be machined directly from certified stock material, allowing engineers to test real material behavior before scaling the design.
Common CNC machining materials include:
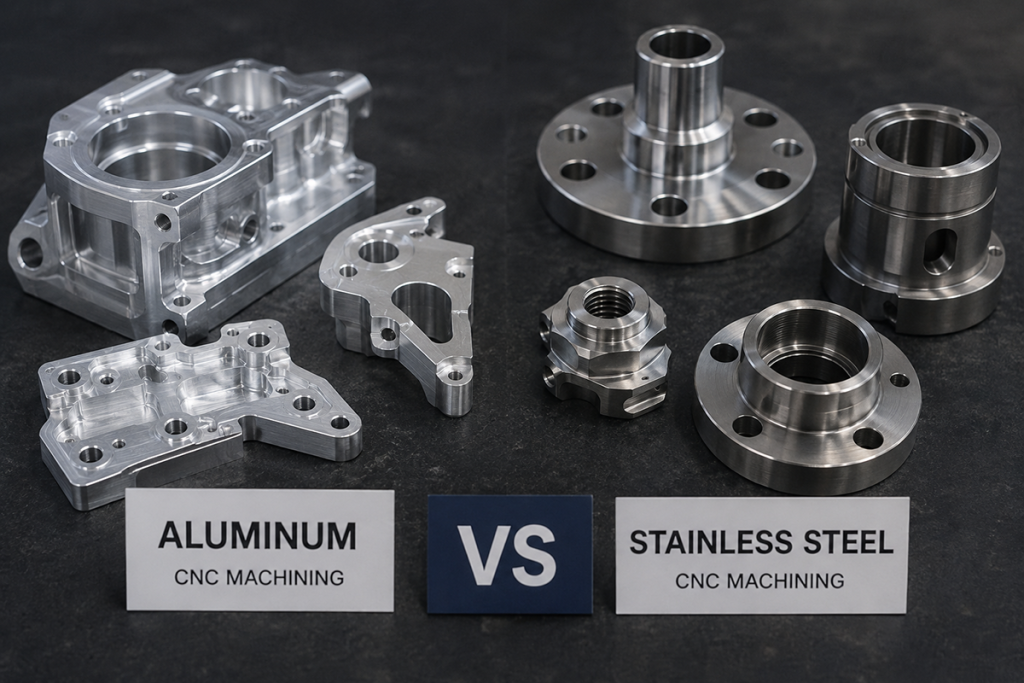
- Aluminum: Lightweight, easy to machine, cost-efficient, and suitable for brackets, housings, prototypes, and structural parts.
- Stainless steel: Strong, durable, corrosion-resistant, and suitable for harsh environments or high-load components.
- Carbon steel and alloy steel: Useful for heavy-duty mechanical parts, shafts, fixtures, and structural components.
- Brass and copper: Suitable for fittings, electrical parts, thermal components, and precision features.
- Engineering plastics: Useful for lightweight, insulating, low-friction, or non-metallic functional parts.
This material flexibility makes CNC machining especially useful when a project has not yet finalized its material choice. Engineers can test multiple materials without building different molds. For example, a machined prototype may be produced in aluminum first, then later evaluated in stainless steel or engineering plastic depending on weight, strength, or environmental requirements.
Injection Molding Material Options
Injection molding is mainly used for thermoplastic parts. Common materials include ABS, nylon, polycarbonate, polypropylene, POM, and reinforced plastics. These materials can perform very well in functional applications when the design is optimized for molding. Injection molded plastics are widely used for housings, covers, clips, enclosures, handles, connectors, and consumer or industrial components.
The advantage of injection molding is repeatability at volume. Once the mold is validated, the same plastic material can be processed consistently across large production runs. Material color, texture, and part appearance can also be controlled efficiently in production.
However, injection molding material choices are tied closely to mold design, shrinkage behavior, flow characteristics, wall thickness, and cooling. Changing material after the mold is built can affect part dimensions, strength, surface finish, and fit. This makes material decisions more difficult to revise later compared with CNC machining.
Functional Material Testing Before Tooling
For functional parts, CNC machining is often useful before injection molding because it allows real testing before a mold is made. Even if the final product will eventually be molded, machined plastic prototypes can help validate fit, assembly, ergonomics, and basic mechanical performance. In some cases, CNC-machined engineering plastic parts can serve as bridge components before molded production begins.
Material testing is especially important when the part must handle:
- Mechanical load or impact
- Threaded inserts or fasteners
- Heat exposure
- Wear or sliding contact
- Chemical exposure
- Outdoor or humid environments
For buyers still comparing material options, reviewing how to choose CNC machining materials can help clarify how strength, machinability, corrosion resistance, cost, and application requirements affect the manufacturing decision.
In general, CNC machining provides more flexibility for testing real materials and making design changes, while injection molding becomes more efficient once the material, geometry, and production volume are fully confirmed.
Tolerance, Design Flexibility, and Engineering Changes
Tolerance and design flexibility are key factors when comparing CNC machining vs injection molding for functional parts. A functional component often needs more than the correct outer shape. It may need accurate hole positions, threaded features, mating surfaces, flatness, wall consistency, or controlled clearance with other parts. How easily each process handles these requirements depends on the project stage and the stability of the design.
CNC Machining Tolerance Control
CNC machining generally provides stronger tolerance control for functional features. Because material is removed with controlled cutting tools, the supplier can machine holes, pockets, slots, threads, bearing seats, flat surfaces, and sealing faces to drawing requirements. This makes CNC machining useful when the part must fit precisely into an assembly or interact with mechanical components.
For example, a functional prototype housing may need accurate mounting holes so engineers can verify assembly fit. A machined bracket may need controlled flatness to avoid alignment issues. A fixture component may need precise reference surfaces to hold another part in the correct position. In these cases, CNC machining allows critical features to be produced and measured directly.
This does not mean every CNC machined surface should have tight tolerance. Over-specifying tolerances increases cost. However, when tight control is needed on specific functional areas, CNC machining provides a practical and predictable method.
Injection Molding Tolerance Considerations
Injection molding can produce repeatable parts once the mold and process are validated, but tolerance behavior depends on mold design, material shrinkage, cooling rate, wall thickness, gate location, and part geometry. Plastic materials shrink as they cool, and different resins behave differently. This means tolerance planning must be built into the mold design from the beginning.
Injection molded parts can be very consistent at high volume, but achieving precise dimensions may require mold tuning and process validation. If a critical dimension is off after the first trial, the mold may need adjustment. This adds cost and time compared with updating a CNC machining program.
Design Changes Before and After Tooling
Design flexibility is one of the biggest differences between the two processes. CNC machining is much easier to adjust during development. If a hole needs to move, a wall needs to be thickened, or a pocket needs to be revised, the CAD file and machining program can usually be updated without rebuilding a tool.
Injection molding is less flexible after tooling is made. Mold changes may be possible, but they can be expensive and limited depending on the modification. Adding material to a molded part may require cutting the mold, while removing material from the molded part may require welding or rebuilding mold areas. These changes are not as simple as updating a CNC program.
When Flexibility Matters Most
CNC machining is usually the safer choice when:
- The design is still changing
- Functional testing may reveal assembly issues
- Material selection has not been finalized
- Tolerances need to be validated before production
- Only a small number of functional parts are needed
Injection molding becomes more suitable when the design is stable, the tolerance strategy is confirmed, and production volume is high enough to justify tooling. For many functional parts, a practical workflow is to use CNC machining first for design validation, then consider injection molding later if the part becomes a high-volume plastic component.
For buyers evaluating cost and tolerance trade-offs, the article on CNC machining cost factors can help explain how tolerance, geometry, material, and inspection requirements affect CNC pricing before production begins.
Production Volume and Tooling Risk
Production volume is often the deciding factor in CNC machining vs injection molding for functional parts. Both processes can produce useful parts, but their cost structure changes very differently as quantity increases. CNC machining is flexible and does not require dedicated mold tooling, while injection molding becomes more efficient only after the tooling cost can be spread across a large number of parts.
For buyers, this means the best process is not determined only by the part design. It also depends on how many parts are needed now, how many may be needed later, and whether the design is stable enough to justify tooling. A small batch of functional parts may be much better suited to CNC machining, while a mature plastic product with high annual demand may eventually justify injection molding.
Why CNC Machining Works Well at Lower Volumes
CNC machining is often preferred when quantities are small or uncertain. A supplier can machine parts directly from digital files and stock material without building a mold. This makes CNC suitable for prototypes, engineering samples, pilot builds, bridge production, replacement parts, and low-volume custom components.
Typical CNC-friendly quantities may include:
- 1–5 parts for functional prototypes
- 10–50 parts for testing or early assembly
- 50–200 parts for bridge production or small batches
- Repeat low-volume orders where demand changes over time
These numbers are not strict rules, because part complexity, material, tolerance, and finish all affect cost. However, they reflect a practical pattern: CNC machining is usually stronger when the buyer needs usable parts without committing to permanent tooling.
Why Injection Molding Requires Volume Confidence
Injection molding usually requires a significant tooling investment before parts can be produced. The mold must be designed, machined, tested, and adjusted. This makes sense when production quantity is high enough to justify the upfront cost. Once the mold is validated, each molded part can be produced quickly and at a lower unit cost.
The risk is that tooling investment is made before long-term demand is confirmed. If the product design changes, if market demand is lower than expected, or if the part needs functional revisions after testing, the mold may require modification. In some cases, a new mold may be needed.
Tooling Risk During Product Development
Tooling risk is especially important for functional parts because real testing often reveals design changes. A housing may need thicker walls, a bracket may need a hole position adjusted, or a plastic component may need changes to ribs, bosses, clips, or mounting features. If these changes happen before tooling, they are relatively easy to handle. If they happen after the mold is built, they can become expensive.
This is why many teams use CNC machining before injection molding. CNC machining allows functional validation before the design is locked. Once the part has been tested, the material is confirmed, and demand is clear, injection molding can be evaluated with less risk.
How to Decide Based on Volume
A practical decision can be made by asking three questions:
- Is the current quantity too low to justify mold tooling?
- Is the design stable enough that tooling changes are unlikely?
- Is the expected production volume high enough to recover tooling cost?
If the answer to any of these questions is uncertain, CNC machining is often the safer first step. It provides real functional parts while preserving design flexibility. If all three answers are clear and the part is a plastic component intended for high-volume production, injection molding may become the better long-term route.
For projects still moving between prototype and production stages, reviewing CNC machining for prototypes vs production can help clarify whether CNC machining should remain the main process before tooling investment is considered.
Functional Part Use Cases: When Each Process Fits Better
Real application context is essential when comparing CNC machining vs injection molding for functional parts. A part may be technically possible with both processes, but the better choice depends on how the part is used, how many pieces are needed, what material is required, and whether the design has already been validated. Looking at common functional part categories helps clarify where CNC machining or injection molding makes more practical sense.
Functional Prototypes and Engineering Samples
CNC machining is usually the better choice for functional prototypes and engineering samples. At this stage, the part must often be tested for fit, assembly, strength, material behavior, thread quality, surface finish, and tolerance performance. Since CNC machining can produce parts directly from real engineering materials, it gives product teams more reliable test results than non-functional mockups.
For example, a machined aluminum housing can be installed into an assembly to check mounting accuracy, wall stiffness, and interface alignment. A machined plastic component can be tested for fit and function before deciding whether injection molding is worth the tooling investment. If changes are needed, the CAD model can be revised and another version can be machined without modifying a mold.
Custom Industrial Components
CNC machining is often preferred for custom industrial components because these parts are frequently produced in low or moderate quantities. Many industrial parts are not consumer products with massive annual demand. They may be brackets, adapters, mounting plates, fixtures, replacement parts, or machine components that need accurate dimensions and reliable material performance.
For these parts, injection molding may not make sense unless the component is plastic, the design is stable, and the volume is high enough. CNC machining allows buyers to order practical quantities while maintaining flexibility for design updates or future revisions.
Plastic Housings and Enclosures
Plastic housings are a category where both processes can be relevant. In early development, CNC-machined plastic housings can help validate fit, ergonomics, assembly, and internal clearance. This is useful before investing in injection mold tooling.
Once the housing design is stable and the expected volume is high, injection molding may become the better solution. Molded plastic housings can achieve consistent appearance, integrated clips, ribs, bosses, and lower unit cost at scale. However, these features must be designed carefully for molding, including draft angles, wall thickness, gate location, and shrinkage behavior.
Automotive and Machinery Parts
For automotive and machinery applications, CNC machining is often used when the part requires strength, precision, and controlled material properties. Custom brackets, fixtures, mounts, spacers, and metal housings are common examples. These parts may be produced as prototypes, bridge batches, or repeat low-volume orders.
Injection molding may be suitable for high-volume plastic interior components, covers, clips, or protective housings. However, for metal functional parts or components requiring tight machined features, CNC machining usually remains the more suitable process. For related application examples, your automotive CNC parts page can support this section naturally.
How to Think About Use Cases
A practical way to evaluate use cases is to separate parts into three groups:
- Development parts: Usually better suited to CNC machining because flexibility and real material testing matter.
- Low-volume functional parts: Often better suited to CNC machining because tooling is not justified.
- High-volume plastic parts: Often better suited to injection molding once the design is stable.
In many product development workflows, CNC machining comes first and injection molding comes later. CNC machining helps validate the part, reduce tooling risk, and confirm whether the design is ready for high-volume molded production.
How to Decide Between CNC Machining and Injection Molding
Choosing between CNC machining vs injection molding for functional parts should not be based only on which process is more familiar or which supplier is easier to access. The decision should be based on the part’s current development stage, required material, production volume, tolerance needs, design stability, and long-term cost target. For B2B buyers, the most practical approach is to evaluate the project as a manufacturing pathway rather than a single purchase order.
In many projects, CNC machining and injection molding are not direct competitors at every stage. CNC machining may be the right process during early validation, pilot production, and low-volume manufacturing. Injection molding may become the better option later when the part is plastic, the design is stable, and the required quantity is high enough to justify mold tooling. Understanding this timeline helps buyers avoid investing in molds too early or using CNC machining longer than necessary for very high-volume plastic parts.
Choose CNC Machining When:
- The design is still being tested or revised
- Only a few functional prototypes are needed
- The part must be made from metal or engineering plastic stock
- Tight tolerance features, threads, holes, or mating surfaces are required
- Production quantity is low to medium
- Tooling investment is not justified
- Lead time is important
- Material testing or design iteration is still needed
CNC machining is usually the safer option when flexibility matters. It allows teams to test real parts, revise the design, and order practical quantities without committing to mold tooling. This is especially useful for custom brackets, housings, fixtures, machine parts, prototypes, and low-volume industrial components.
Choose Injection Molding When:
- The part is a plastic component
- The design is fully validated and unlikely to change
- Production volume is high enough to justify mold tooling
- Low unit cost at scale is the main priority
- Consistent appearance and repeatability are required
- Features such as clips, ribs, bosses, and thin walls are designed for molding
- The project has a clear long-term demand forecast
Injection molding becomes more attractive when the cost of the mold can be distributed across a large production volume. It is often the right choice for high-volume plastic housings, covers, clips, consumer product parts, and repeat components where the design is stable.
Use CNC Machining Before Injection Molding When:
In many cases, the best answer is not CNC machining or injection molding alone. A practical workflow is to use CNC machining first, then move to injection molding later if the project requires it. CNC machining can validate part design, assembly fit, material behavior, tolerance strategy, and functional performance before tooling investment begins.
This staged approach is useful when:
- The part may eventually be molded but still needs functional testing
- The buyer wants to avoid tooling risk before design validation
- Early customer samples or pilot builds are needed
- The production forecast is not yet confirmed
- The part requires engineering review before finalizing mold design
Practical Buyer Checklist
Before choosing a process, buyers should ask:
- Is the part metal, plastic, or open to material alternatives?
- How many parts are needed now and over the next year?
- Is the design final, or are changes still likely?
- Are tight tolerances or functional machined features required?
- Can the project support upfront tooling cost?
- Would a machined prototype reduce tooling risk?
- Is low unit cost more important than design flexibility?
If the answers point toward low quantity, active design changes, tight tolerances, or real material testing, CNC machining is usually the better first step. If the answers point toward high-volume plastic production with a stable design, injection molding may become the stronger long-term solution.
Conclusion
CNC machining vs injection molding for functional parts is not a question of which process is universally better. The right choice depends on the part’s material, production quantity, design maturity, tolerance requirements, tooling budget, and long-term manufacturing plan. CNC machining provides flexibility, fast turnaround, real material testing, and strong tolerance control. Injection molding provides high-volume efficiency, repeatability, and low unit cost once tooling has been validated.
For early-stage projects, CNC machining is usually the more practical route. It allows engineers to test functional prototypes, evaluate material behavior, confirm assembly fit, and revise the design without committing to expensive mold tooling. This is especially valuable when the part may still change, when only a small number of parts is needed, or when tight features such as holes, threads, mating surfaces, and precision interfaces must be tested.
For low-volume or custom production, CNC machining can also remain the better long-term option. Many industrial parts, automotive brackets, machine components, fixtures, housings, and replacement parts do not require thousands of units. In these cases, CNC machining helps buyers order practical quantities, maintain quality control, and avoid unnecessary tooling investment.
Injection molding becomes more suitable when the part is plastic, the design is fully stable, and production volume is high enough to justify mold cost. Once the mold is built and validated, injection molding can produce large quantities of consistent parts at a lower unit cost. However, the process requires stronger upfront planning because design changes after tooling can be expensive.
In many product development workflows, the best strategy is staged manufacturing. CNC machining is used first for prototypes, pilot builds, and functional validation. Injection molding is considered later when the design, material, tolerance strategy, and production forecast are confirmed. This approach reduces tooling risk and helps buyers make better manufacturing decisions based on real test results rather than assumptions.
If your project involves functional prototypes, low-volume parts, or custom components, our team can review your CAD files, drawings, material requirements, and expected quantity to help determine whether CNC machining is the right first step before mold-based production.